Defocus is an important parameter that affects cutting quality in the laser cutting process. In the non-oxidized cutting of stainless steel plates, it is very important to blow away the molten metal with auxiliary gas to reduce the amount of slag and improve the cutting quality. Therefore, it is necessary to set the focus position inside the steel plate to expand the width of the cut to increase the flow of auxiliary gas. Actual production experience also proves that in the non-oxidation cutting process of stainless steel plate, the focus position is set to the inside of the steel plate, and good processing quality can be obtained.
The selection of defocus has a great influence on the cutting quality of stainless steel plate:
When the focus position is appropriate, the cutting material melts, but the material near the cutting edge is not melted, the slag is blown away, forming a slag-free, smooth kerf.

When the focus position lags behind, the energy absorbed per unit area under the cutting material is reduced, and the cutting energy is weakened, causing the material to be unable to melt completely and being blown away by the auxiliary gas, so that the incompletely melted material adheres to the lower surface of the cutting plate.

When the focus position is advanced, the average energy absorbed by the lower half of the cutting material per unit area increases, causing the cut material and the material near the cutting edge to melt and become liquid flowing. At this time, the auxiliary air pressure and cutting speed are not Change, the molten material adheres to the lower surface of the material in a spherical shape, and forms slag.

In actual production, the focus of laser cutting stainless steel plate is required to be selected on or below the surface of the material. This is because the width of the upper part of the cutting groove is enlarged, the fluidity of the gas and the melt is improved, and the smooth section of the section is enlarged, and the cutting quality is improved. During the cutting process, there is no definite value for the focus position for steel plates of different thickness. When the focus position is on or above the surface of the steel plate, due to the low average power density at the lower part of the steel plate and insufficient energy, it is easy to produce slag on the lower surface. Therefore, when laser cutting stainless steel plates, the focus position should be selected inside the material. In order to improve the fluidity of gas and molten metal, to ensure that the lower part has sufficient energy density, so that the smooth surface range is expanded.
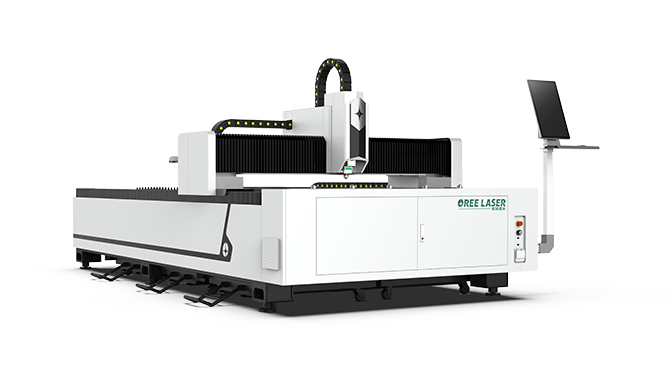
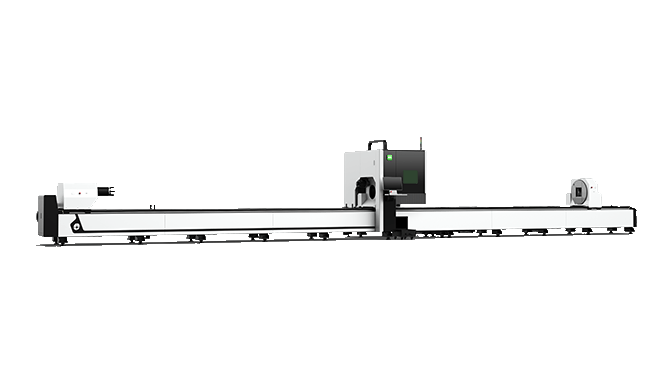
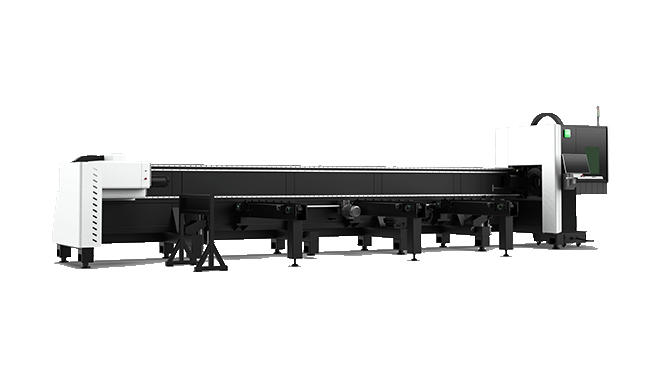
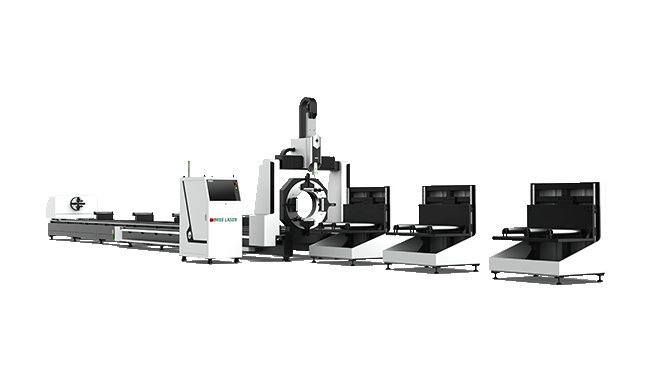
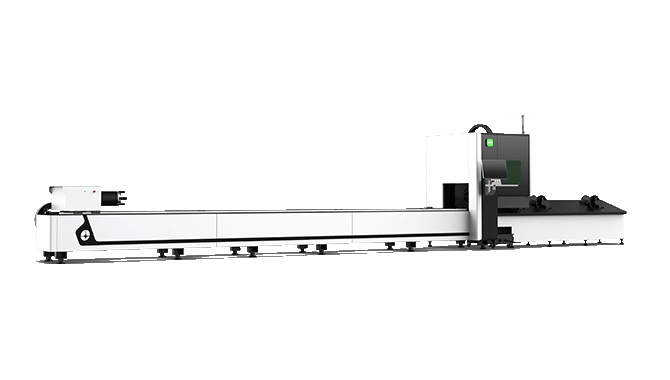
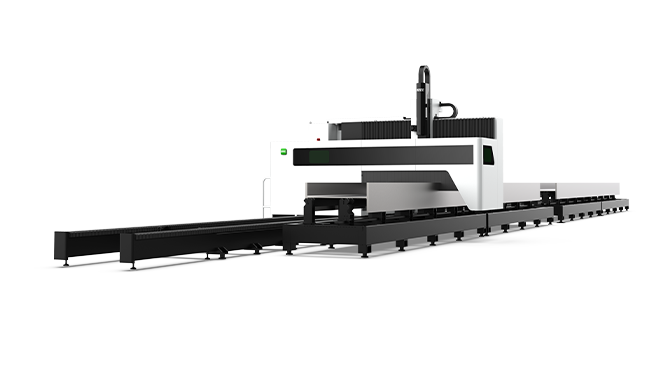
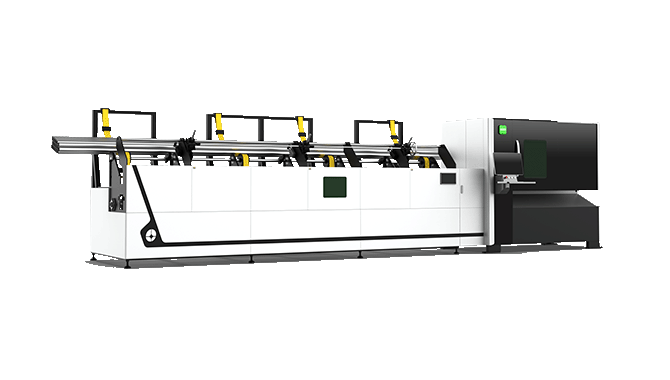
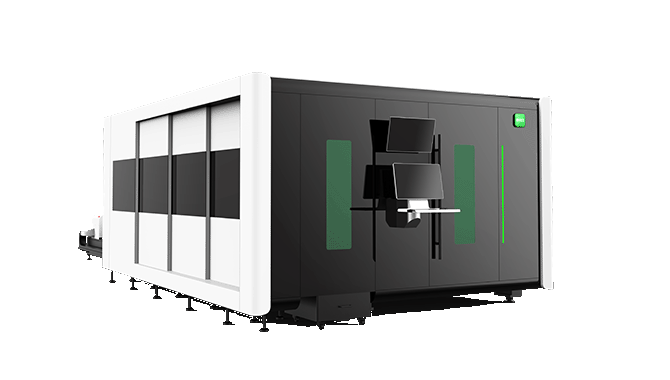
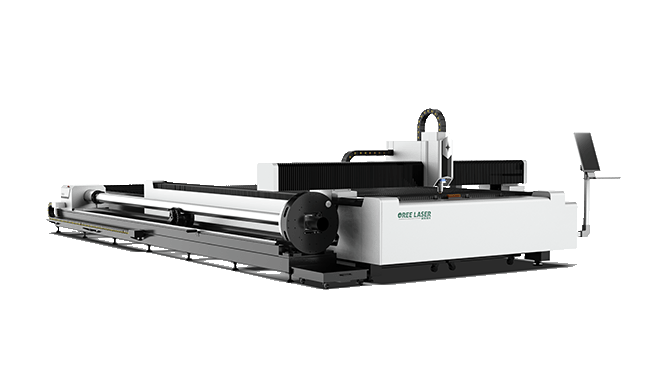
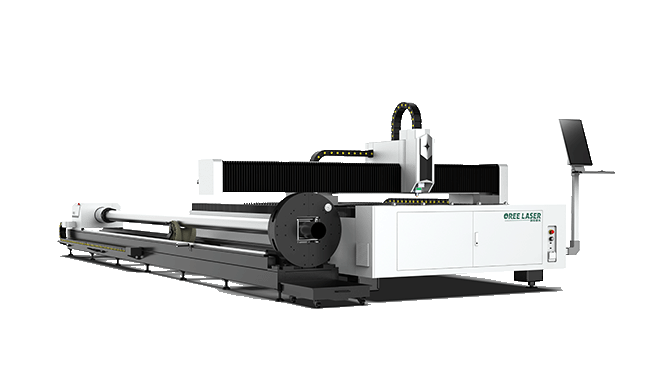
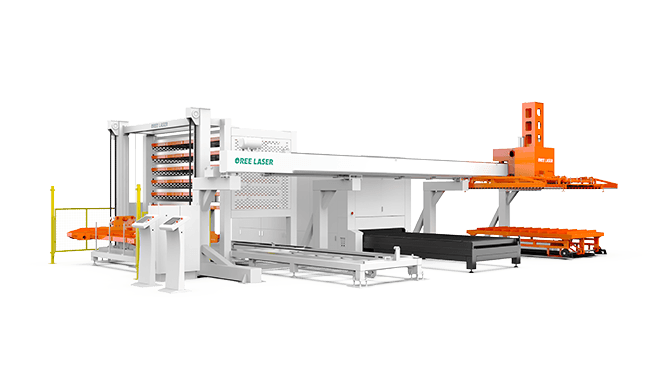
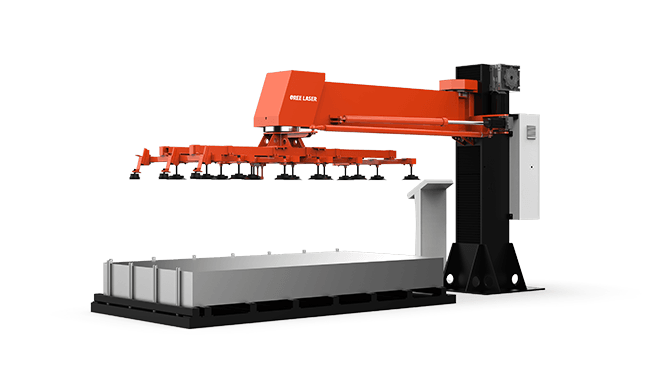
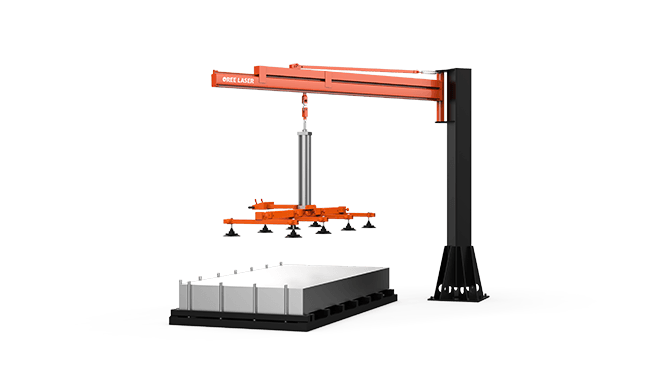
Professional Laser Cutting Machine
Manufacturer - OreeLaser