In the metal processing industry, as a leader in the processing industry, laser cutting machines are highly sought after and welcomed by users. If you want the workpiece to be processed well, the auxiliary gas is an important part of adjusting the cutting process. According to the materials and thicknesses of the cutting workpiece, the requirements for the use of auxiliary gas are also different. The function of auxiliary gas and several common cutting auxiliary gases will be introduced in detail below.
The role of auxiliary gas
People who are new to laser cutting machines may have a question in their minds, why does the laser cutting machine need to rely on auxiliary gas for cutting? This is because the use of auxiliary gas can blow away the slag in the coaxial slot, prevent the slag on the surface of the cutting workpiece, and achieve a good cutting effect. Secondly, the auxiliary gas can effectively cool the workpiece to be processed and reduce the heat-affected zone. Thirdly, blowing auxiliary gas can effectively prevent smoke and dust from entering the lens seat and polluting the lens, protect the lens, and prolong its service life. Fourthly, the auxiliary gas that matches the cutting material can react with the workpiece, play a combustion-supporting effect, and accelerate the cutting speed. It is very necessary to use auxiliary gas for cutting, so how to choose a suitable auxiliary gas?
")
Classification of auxiliary gas
The auxiliary gas of the laser cutting machine usually chooses to use four kinds of gases: air, oxygen, nitrogen, and argon.
1、Air
Air is a mixed gas containing nitrogen, oxygen, and other gases. The collection method is relatively simple. It is compressed into a gas storage tank by an air compressor and can be extracted after filtering, cooling, and drying, which requires less cost. It is mainly used in the processing of thin metal plates. It relies on laser energy to melt the metal workpiece, blows away the molten material with high pressure, and uses air-assisted cutting of the workpiece to produce an oxidation reaction and form metal oxide. It is mainly suitable for cutting metal materials such as carbon steel, aluminum, aluminum alloy, brass, and electroplated steel plate.
2、 Oxygen
Oxygen cutting can play a combustion-supporting effect. During the cutting process, the oxygen reacts with heat, which can greatly improve the cutting efficiency. The oxide film produced will increase the beam spectral absorption index of the reflective material so that the laser energy can be used more effectively, and the laser cutting machine can be speeded up. The cutting speed is mainly suitable for cutting thick plates, such as carbon steel, stainless steel, alloy metals, etc.
3、Nitrogen
Nitrogen is chemically inactive, and it is not easy to oxidize with the processed workpiece. It can effectively prevent the oxidation-free cutting of the oxide film, and the cut surface will become white. The use of nitrogen for cutting requires higher purity. Nitrogen can be used for auxiliary cutting if the quality of the cutting surface is high. It is mainly suitable for cutting metal materials such as stainless steel, electroplated steel plate, brass, and aluminum.
4、Argon
Argon gas is also an inert gas, chemically inactive, and it is not easy to oxidize with the processed workpiece. Compared with other auxiliary gases, the use cost is higher. It is mainly suitable for cutting titanium alloy materials.
It is important to note that if you choose to use air as the auxiliary gas, you should ensure that the compressed air does not contain water, oil, and dust to prevent the optical lens of the laser cutting machine from being contaminated, thereby causing the laser cutting machine pipeline to deviate or during the cutting process. There are phenomena such as impermeability. The cost of nitrogen and argon is relatively high, and the most suitable auxiliary gas should be selected after a comprehensive comparison.
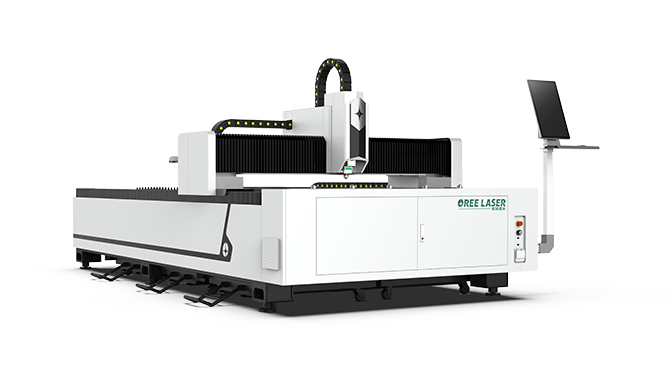
Professional Laser Cutting Machine
Manufacturer - OreeLaser