First of all, let's take a look at the process of laser cutting: after the laser produced by the oscillator passes through the lens, it is converged at one point to form a very small spot. By accurately controlling the distance between the lens and the plate, the laser spot is guaranteed to be stable in a certain position in the direction of material thickness. At this time, due to the convergence of the lens, the laser energy with very large power density is gathered at the spot, and the power density can usually reach 106~109W/cm2. The material melts instantly after absorbing the spot energy, and the molten liquid is blown away from the material by using auxiliary gas to complete the cutting off process.
During the entire cutting process, the main function of the auxiliary gas is to form a driving force to remove the molten metal liquid from the material itself. In this process, different kinds of gases have different effects on the material and the section:
1.Oxygen as an auxiliary gas
While blowing away the molten metal liquid, the oxidation reaction will promote the endothermic melting of the metal, so as to realize the melting of thicker materials. This process will obviously improve the processing ability of the laser. However, due to the existence of oxygen that the cutting section of the material will be obviously oxidized. And the quenching effect will be produced on the material around the cutting section, which improves the hardness of this part of the material and has a certain influence on the subsequent processing.
2. Nitrogen as an auxiliary gas
A protective atmosphere will be formed around the molten metal liquid to prevent the material from being oxidized, thus ensuring the quality of the section. But at the same time, because nitrogen does not have the ability to oxidize, it does not help to improve cutting ability like oxygen. In addition, when nitrogen is used as auxiliary gas, the consumption of nitrogen is very large. So the cutting cost is higher than that of other gases.
3. Air as an auxiliary gas
Nitrogen accounts for about 78% of the air and oxygen accounts for about 21%. When air is used as auxiliary gas for cutting, the oxidation reaction of the cutting section is bound to occur because of the existence of oxygen. But at the same time, due to the existence of a large amount of nitrogen, the oxidation reaction caused by oxygen is not enough to enhance the heat transfer, and the cutting ability will not be improved. Therefore, the air cutting effect can be understood as between nitrogen cutting and oxygen cutting. The advantage is that the cost of air cutting is very low, all costs are the power consumption caused by the air compressor to provide air, as well as the consumption of filter elements in the air pipeline.
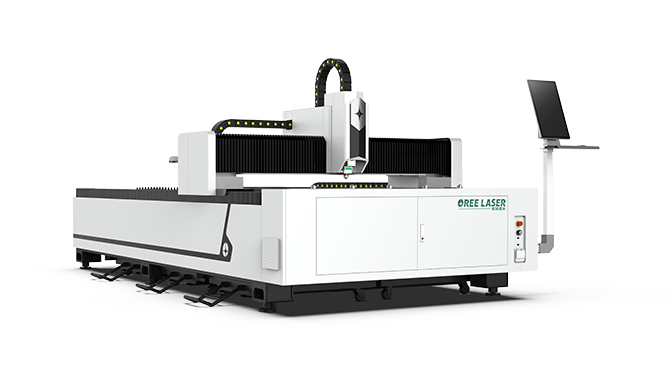
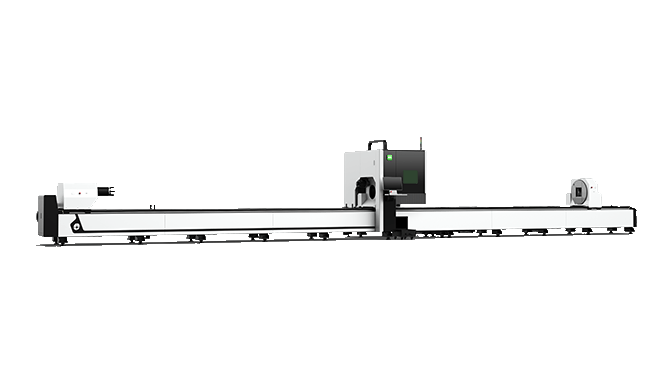
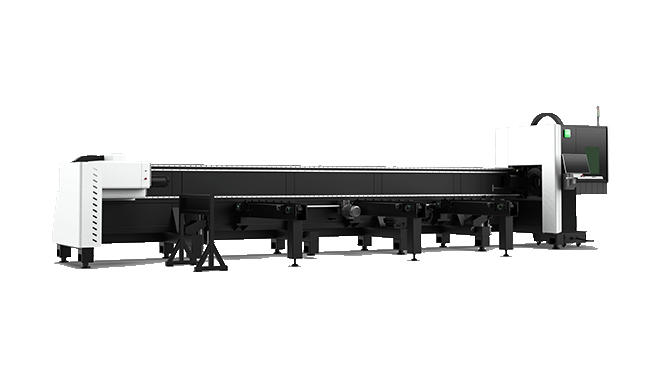
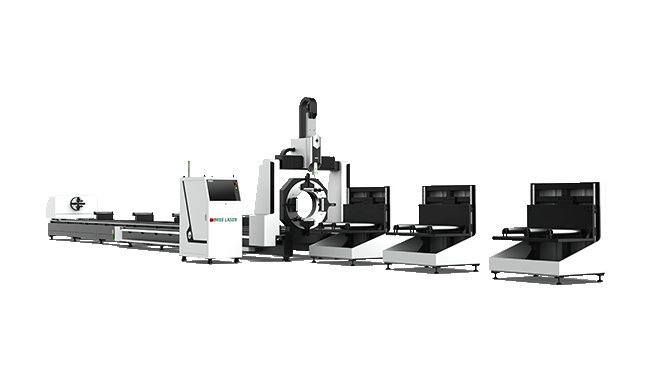
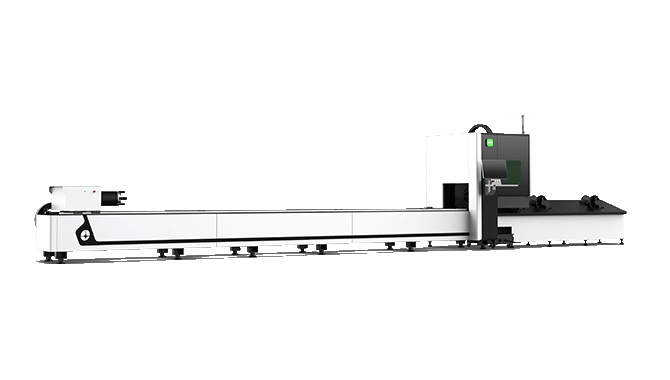
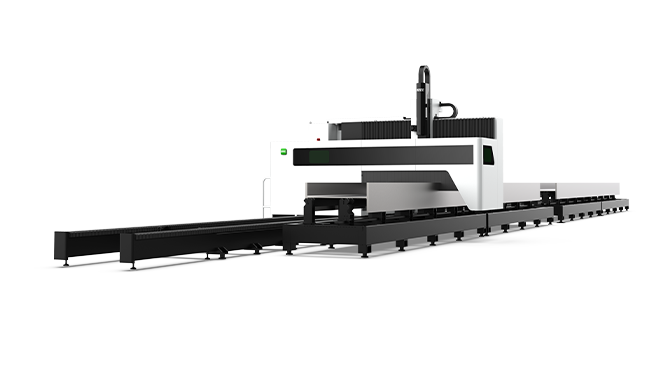
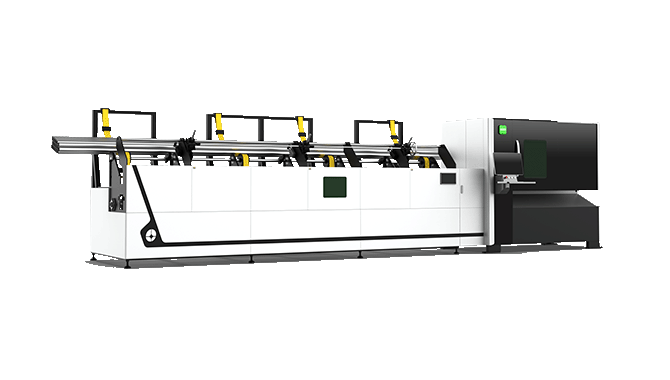
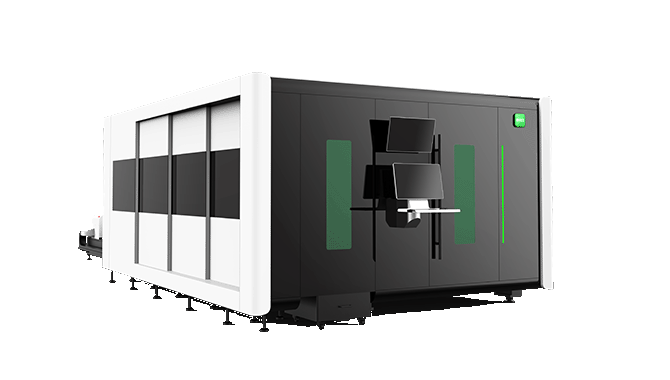
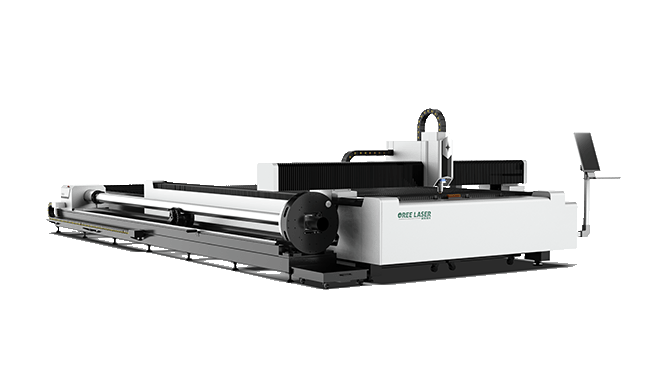
Professional Laser Cutting Machine
Manufacturer - OreeLaser