When laser cutting carbon steel, there will be a common phenomenon that burrs appear on the workpiece. Why would such phenomenon happen, Oree laser will take you to learn it.
When the laser cuts carbon steel, the workpiece has burrs.
The following are the possible reasons:
(1) The laser focus position is offset. It’s necessary to make the focus position test. And adjust offset according to the offset of the laser focus;
(2) The output power of the laser is not enough. It is necessary to check whether the work of the laser generator is normal. If it is normal, observe whether the output value of the laser control button is correct, if it is not adjusted properly;
(3) The cutting line speed is too slow. And it is necessary to increase the line speed during operation control;
(4) The cutting gas is not pure enough. It is necessary to provide high quality cutting working gas;
(5) The instability of the machine when it’s running time is too long. At this time, it needs to be shut down and restarted.
Laser not completely cut.
The following is the reason why the laser is not completely cut:
(1) The selection of the laser nozzle does not match the thickness of the processing plate. It’s necessary to replace the nozzle or processing plate;
(2) The laser cutting line speed is too fast. And we should control and reduce the line speed.
We should consider the following reasons when there are abnormal sparks on cutting carbon steel.
As we all know that the spark is long, flat, and has fewer splits when cutting carbon steel normally. And the occurrence of abnormal sparks will affect the smoothness and quality of the cut section of the workpiece.
In this case, if other parameters are normal, the following should be considered:
(1) The laser head nozzle has serious loss. We should replace the nozzle in time;
(2) In the case of no new nozzle replacement, the working gas pressure should be increased;
(3) If the thread at the connection between the nozzle and the laser head is loose, the cutting should be suspended immediately, check the connection state of the laser head, and re-thread the thread.
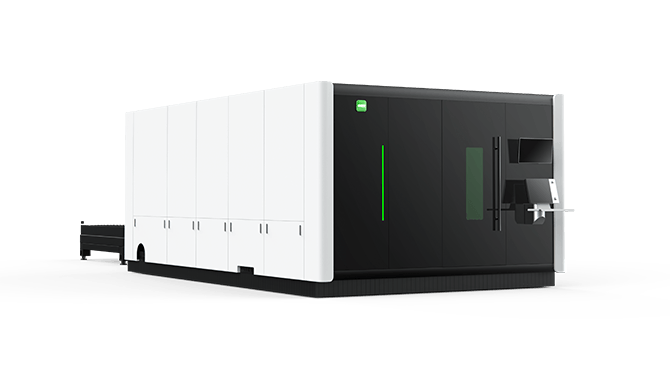
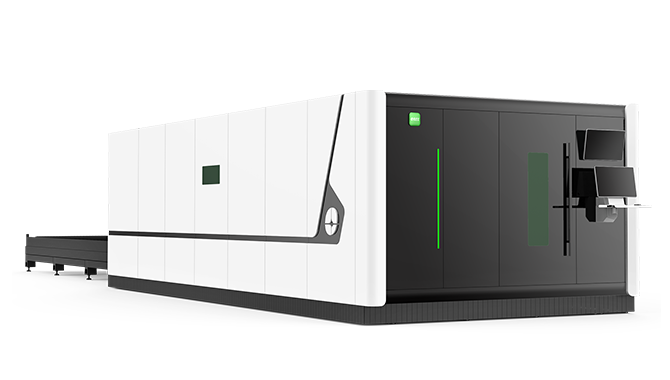
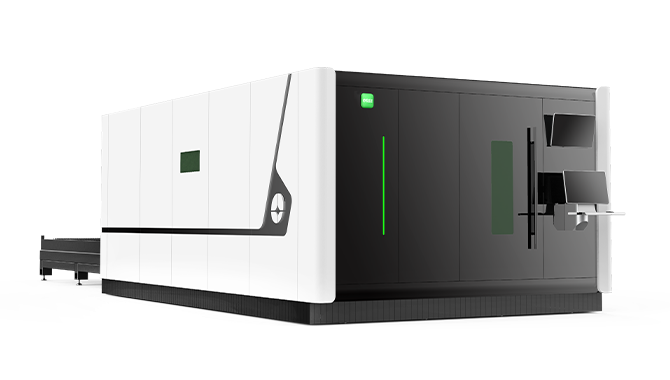
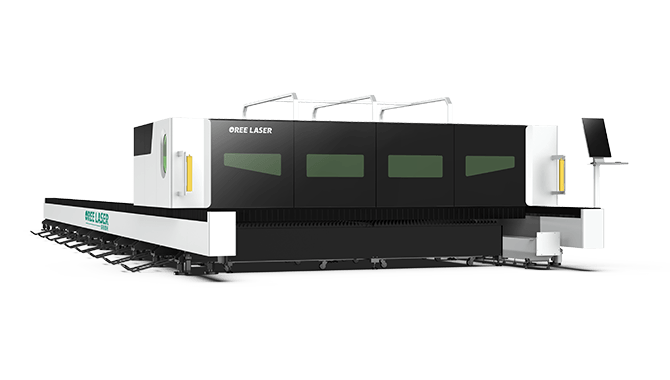
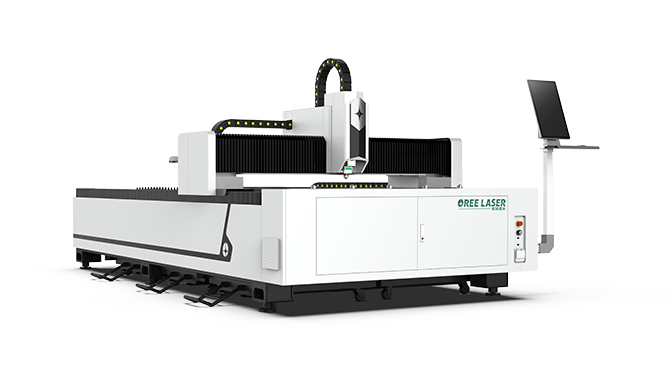
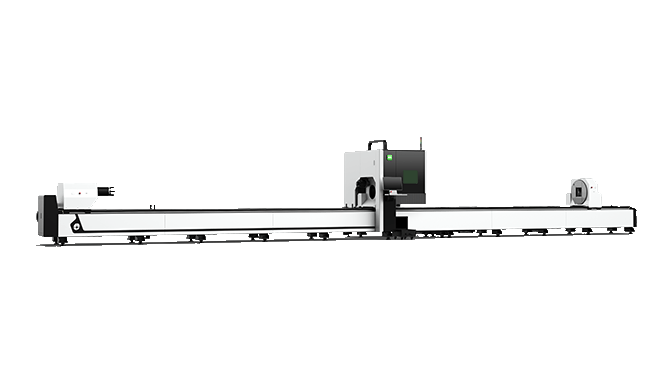
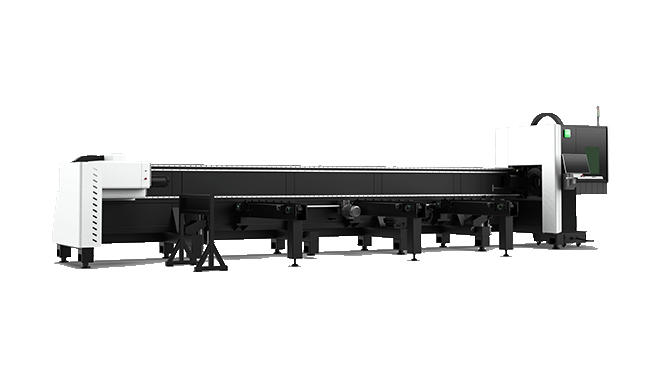
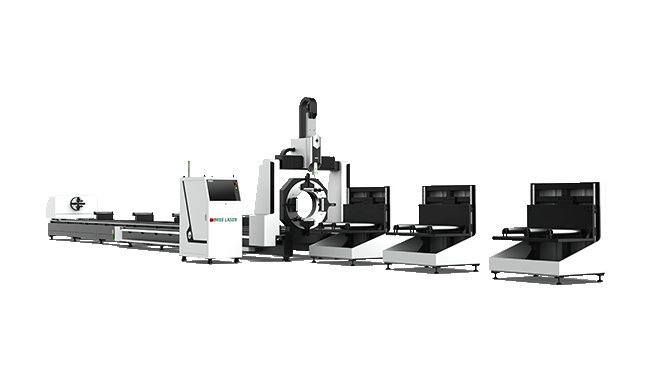
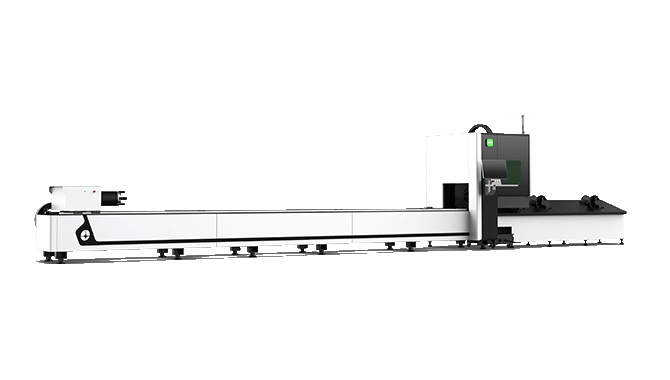
Professional Laser Cutting Machine
Manufacturer - OreeLaser