Cookies
We use cookies to enhance your browsing experience, serve personalized ads or content. By clicking "
Accept cookies ", you consent to our use of cookies.
Further information on cookies can be found in our
Privacy Policy.







03, 2019
by oreelaser
In the previous blog we mentioned The influence of the nozzle on the cutting quality and some considerations during the use of the nozzle. Today, Oree laser gives you a deeper understanding of the two major causes of nozzle failure. If you face the problem of nozzle failure during the cutting process, how to deal with it in time.
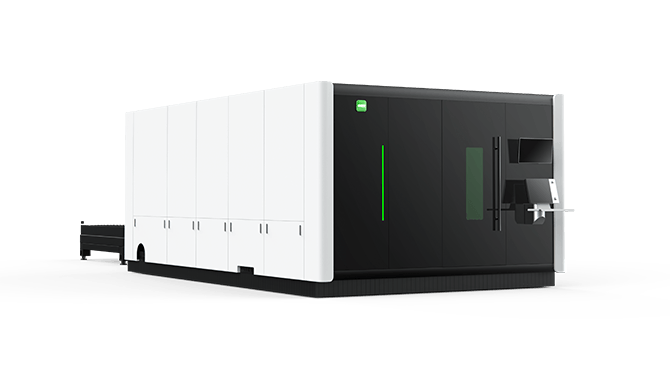
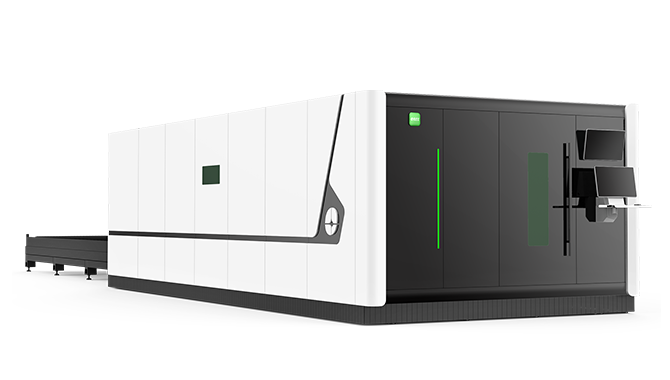
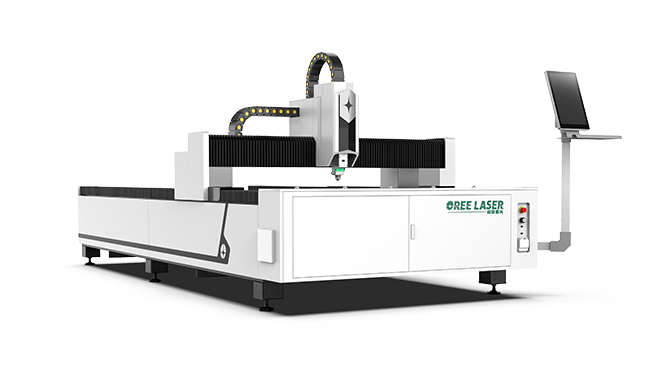
With the rapid development of social economy, fiber laser cutting machines rely on the advantages of “low energy consumption, no pollution, simple operation” become rapidly popular. However, due to some improper operation factors, the laser nozzle may be blocked or damaged, thereby causing the cutting precision of the laser cutting head, and affecting the service life of the cutting machine. This article focuses on the main causes of laser nozzle failure. Follow me please.
First of all, we know that laser nozzles are generally divided into single and double layers. The nozzles range in diameter from 1.0 mm to 3.0 mm and with 5 taper holes. These features do not guarantee that the nozzle will dissipate heat and it is not easy to get slag. However, due to features in the nozzle itself and the performance of the cutting machine, it is easy for the nozzle to be worn out.
1. The nozzle "chip", the aperture becomes larger
Single-layer laser nozzles are easily deformed by flaws due to the soft material. And in the process of mechanical operation, the nozzle will directly contact the slag, then if the melting point of the cut sheet is located in the inner circumference of the aperture, the phenomenon of “chip accumulation” will easily occur, resulting in the deviation of the direction of the laser beam and the weakening of the energy, eventually leading to the cutting accuracy is reduced, which affects the cutting quality. When the accumulated debris reaches a certain level, it will be washed away by the high pressure airflow under high temperature conditions, resulting in a larger diameter.
2. The nozzle is deformed and the slag particles damage the inner lens
In the cutting process, there are two cases: when the laser cutting head is collided in the vertical direction, the mechanical sensing protection mechanism will stop the machine. Then the collision from the horizontal direction can naturally be thought of as a collision with the laser cutting head due to the lifting of the material to be cut. When the laser cutting head is stressed, the sensor protection mechanism can stop the mechanical operation in time, but at the same time, for the laser head is stressed, the laser head is tilted, the laser beam is deflected, and the nozzle directly contacts the material, causing the nozzle to deform. Continue cutting; when the laser head is lightly stressed, the sensing protection mechanism can not shut down the machine in time, causing the nozzle to enter the slag, and the high pressure airflow will blow the slag into the laser head to cause loss.
Professional Laser Cutting Machine Manufacturer - OreeLaser
Copyright ® 2018 OREE LASER