Cookies
We use cookies to enhance your browsing experience, serve personalized ads or content. By clicking "
Accept cookies ", you consent to our use of cookies.
Further information on cookies can be found in our
Privacy Policy.







03, 2019
by oreelaser
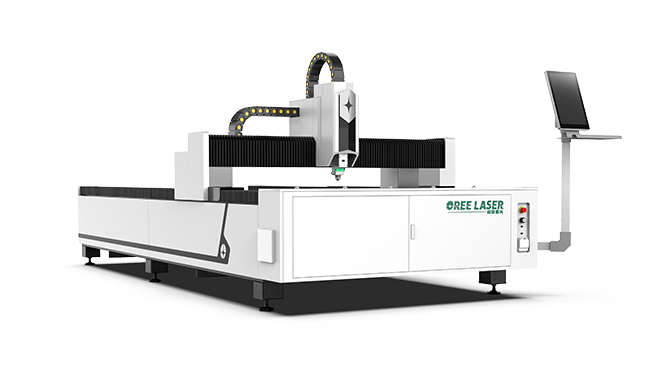
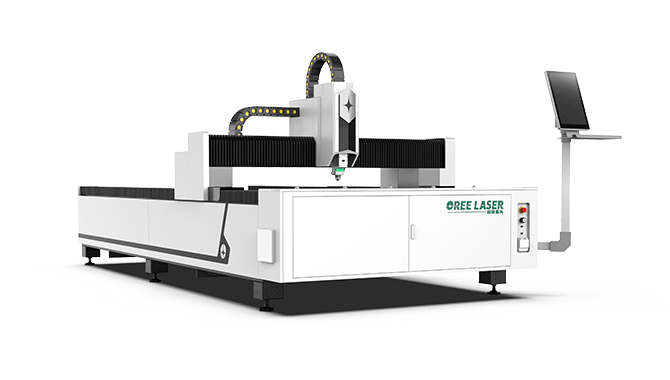
With the laser processing industry competition more and more intense, how to improve efficiency and save the cost becomes a considering problem of most users. Fiber Laser cutting machine quickly become mainstream by advantages of the fast cutting speed, small deformation of material and high processing accuracy, etc. Especially, the application of high-power lasers greatly improves the efficiency of laser processing.

Above sheet shows the comparison of different power fiber laser cutting machine corresponding the Nitrogen cutting speed of stainless steel, which reveals that as for stainless steel cutting, the higher laser power, the fast cutting speed is.
The common cutting auxiliary gas of fiber laser cutting machine is O2, N2 and air. Because the cost of O2, N2 are higher than compressed air, using compressed air as auxiliary gas can reduce processing cost widely.
O2 is mainly used for cutting carbon steel, the principle is that oxygen and metal oxidation reaction give off a lot of heat, at the same time, a certain airflow will blow oxide and slag from the reaction zone which will form a cut in the metal. And it doesn’t need so much high power due to a lot of hot which was generated by oxidation reaction during cutting process.
N2 is mainly used for cutting stainless steel, aluminum plate, and steel plate with certain thickness at the same time. The higher power, the bigger cutting thickness of carbon steel sheet. It rely on laser energy to melt the metal, blowing away the molten material with high pressure in order to ensure the unreasonable chemical reactions don not occur during the cutting process. We can get a brighter section effect in stainless steel, aluminum cutting, sharp angle effect is better.
The air itself exists in the atmosphere. It is compressed into a gas storage tank by an air compressor and then filtered, cooled and dried to remove water and oil from the air. The cutting principle of air is same as N2, it can also cover the shortage of O2, N2 as the air contents approximately 20% O2.
Let’s take 8KW fiber laser cutting machine for example and we will compare cutting effect of all kinds of auxiliary gas between stainless steel and carbon steel.

From top to bottom: 12 mm nitrogen cutting section of stainless steel, 12 mm air cutting section of stainless steel, 12 mm air cutting polished section of stainless steel. Compared with nitrogen cutting, cross section of air cutting is a little black and don’t hang slag, it can also achieve brightness after polishing.

From the point of speed, air cutting stainless steel slightly faster than nitrogen, but the advantages are not obvious.

The picture shows the effect of air cutting 8mm carbon steel and 10mm carbon steel. It can be seen that there is a slight slag hanging on 8mm carbon steel, and the slag hanging on 10mm is relatively serious. Therefore, air cutting is not recommended for the cutting of carbon steel plates above 10mm. At the same time, the cutting effect will have a big difference due to different source & quality of carbon steel.

Regarding the cutting speed, air has no advantages compared with nitrogen, but these 2 gases are all way ahead of oxygen on the thickness of 8mm and below. Moreover, the brightness & cleanliness of oxygen cutting section for carbon steel is much better than air and nitrogen.
By comprehensive consideration, in the terms of relatively loose conditions, air cutting has a large cost advantage. But pls noted that we need to ensure the air through the filter and maintain air compressor, dryer regularly when choosing air cutting method. If water and oil are contained in the air entering the cutting head, fogging of the protection lens will be caused in a short period of time and the cutting quality will be affected. If the protection lens is not replaced in time, the temperature inside the cutting head may rise under the irradiation of high-power beam, which may cause damage to the internal lens group.
For factories with large processing capacity, matching high power fiber cutting machine is the best choice to bring high cutting efficiency and low cost, which has the higher benefit than the cost of secondary processing. But for small mill, it is hard to reduce the air cutting cost. Therefore, we need to choose suitable air cutting method according to processing capacity.
Professional Laser Cutting Machine Manufacturer - OreeLaser
Copyright ® 2018 OREE LASER